


使用高压泥浆流量计监测浮选系统提高药剂消耗的准确性
点击次数:2546 发布时间:2020-08-12 15:10:12
摘要: 针对浮选成本高、效率低,浮选精煤质量难以保证的问题,吕家坨选煤厂的浮选自动加药及乳化控制系统采用以 S7 - 300 PLC 为控制器,用高压泥浆流量计和煤泥浓度计分别检测进入浮选系统的流量和浓度,PLC 计算药剂的加入量,变频控制计量泵,乳化器实时准确的对药剂实施乳化和加入。生产实践表明,控制软件采用人工智能技术并结合数字滤波,使测量、计算数据存储数据曲线,药剂消耗量准确可靠。
开滦能源化工股份有限公司吕家坨选煤厂(以下简称吕家坨选煤厂) 设计能力为 3. 0 Mt /a,生产工艺为重介、浮选联合工艺,该厂浮选工艺为原生煤泥和重介分流煤泥进入 2 个煤泥混料桶,然后进入 2 个矿浆预处理器,1 个矿浆预处理器供料2 个浮选机,4 个浮选机的精矿进入再选预处理器,供再选浮选机。吕家坨选煤厂煤泥水量大,浮选系统设备多、工艺复杂,每班操作人员少,实现其全面自动化控制是非常必要的。
浮选是洗选 < 0. 5 mm 煤泥*有效的方法,利用浮选可以降低煤泥的灰分和硫分。在我国,煤泥浮选的处理量一般占全部入选量的 20% 左右。因 此,在煤炭洁净生产中,强化、优化浮选过程是一个十分重要的环节。传统的浮选生产都是依靠浮选司机经验操作,生产效率较低,一些主要工艺参数,如矿浆流量、矿浆浓度、药剂添加、尾矿灰分等都没有做到实时定量。人工操作相对于自动加药和乳化作业既不准确也不及时,造成浮选成本高、效率低,浮选精煤质量难以保证。对该过程实现自动控制,可以提高精煤产率、准确控制精煤灰分、节省浮选药剂、改善工作环境和降低工人的劳动强度。
浮选自动加药及乳化控制系统对稳定浮选精煤灰分,提高药剂分散度及颗粒接触面积起到了一定的作用,获得了较好的经济效益和社会效益,也是选煤厂实现人工智能控制的有效单元。
1 硬件构成
该系统设有自动控制柜,配有工业控制计算机和矿浆浓度计、流量计、药剂计量泵、药剂乳化装置等单元组成,根据选煤厂浮选工艺的设计,在操作面板和工控机均设有起泡剂和捕收剂的设定旋钮电位器,旋钮设定只针对吨干煤泥的药比,且具有全部的手、自动操作装置。仪表柜内装有流量计和浓度计等二次检测仪表,乳化器的操作及控制在装置本身上。开关电源、隔离模块、PLC 等安装在操作台内部,为提高系统的可靠性,所有控制和信号线缆全部采用 RVVP - 铜芯聚氯乙烯绝缘屏蔽型护套软电缆,该电缆外层有较密的铜网屏蔽,信号稳定可靠。
1. 1 PLC 可编程序控制器
系统控制核心由西门子 S7 - 300 的 CPU 及模拟量、数字量输入∕输出模块组成,输入∕输出通道均采取光电隔离等措施,大大提高了系统的抗干扰性能,可稳定工作在较恶劣的生产环境中。软件采用 SIEMENS STEP7 6. 0 编程,用户界面全部汉化,各功能采用菜单提示,界面友好,易于操作。控制程序主要完成的功能: 数据采集、数字滤波、控制模型运算、PID 输出、存贮、显示生产主要工艺参数及运行历史曲线。吕家坨选煤厂采用 3 台矿浆预处理器、6 台 16 m3机械搅拌式浮选机,分两期施工,在软件设计时采用两台 PLC 并行运行方式,两台控制柜分别控制南北浮选系统和新系统,内部含有 SIEMENS S7 - 300 系列 PLC,ABB 变频器。计算机组成网络系统,与两台 PLC 组成 MPI网络,系统*大的优点是独立运行能力强。对计量泵的控制是输出动力电源,由变频器直接接线到计量泵电动机。输入信号是两台流量计、两台浓度计,是 4 ~ 20 mADC 信号。控制柜采用 380VAC 动力电源。
1. 2 高压泥浆流量计
流量计一般采用电磁式结构,根据现场工艺状况,分别在原矿浆管道和稀释水管道上,根据管径选用不同的规格,管径一般在100 ~ 500 mm 之 间。本系统采用 LZD 一体防爆型高压泥浆流量计,整体设计符合 GB 3836-2000 爆炸性气体使用环境要求,仪器仪表特点为: **的单片机智能化管理,分流量段进行修正,确保流量计量的准确性与稳定性; 传感器测量管内无活动及阻流部件,因此无压力损失,无阻塞; 合理选用衬里材料及电极材料,可实现良好的耐腐蚀性和耐磨性; 测量不受液体的密度、粘度、温度、压力和电导率变化的影响; 低频矩形波励磁,不受工频及现场各种杂散干扰的影响,工作稳定可靠; 不受流体方向影响,正、反向均可准确计量; 高阻快速响应电路,无失真采集微弱信号和快速反应流量变化; 宽量程比 (0. 3 ~ 10 m /s),满量程流速范围宽; 具有小信号切除功能,用户可通过设置切除干扰性小流量; 大屏幕多参数同步显示,瞬时流量、流速、正负向累计总量以及报警提示等; 故障自诊断功能,当流量计工作异常时,测量界面显示故障部位及报警; 红外遥控功能、磁力感应式非接触操作以及按键接触操作,操作多样、方便。测量精度可达 1. 5% ,相对湿度在 5% ~ 95% 之间。
安装方向可垂直、水平、倾斜,但水平安装时要求二电极的中心轴线处于水平状态,安装应保证测量管内能充满介质,不能有不满管现象或有大量气泡通过传感器。对于液固两相介质,*好是垂直安装,流体自下而上流动。这样既可避免固体颗粒在测量管中沉积,又使衬里的磨损均匀,延长使用寿命。为了避免在安装后形成旋涡流,应保证连接管、密封件、接地环及感应器这四者同心连接,不要相互错开。要求前置直管段长为 5 倍管道内径,后置直管段长为 3 倍管道内径。
1. 3 浓度计
浓度计一般分为同位素浓度计和双膜盒差压浓度计。虽然同位素浓度计的测量精度较高,但由于价格昂贵难于维护和管理,目前现场一般推荐使用双膜盒式浓度计,该仪表安装容易、使用安全和易于管理,实践证明这种方式的浓度计也能满足生产要求。选煤厂浮选生产中,入浮浓度是一个重要参数,它直接关系到洗选效果与精煤产率。*佳入浮浓度由小浮选试验得出,多数选煤厂*佳入浮浓度在 80 ~ 120 g /L 之间。主要技术参数为: 测量精度为 0. 25% ,通过仪表量程的迁移,选取密度测量变化范围为 1 000 ~ 1 200 g /L 的上下限值,对应测量信号为 4 ~ 20 mA,实际误差应在±0. 5 g /L。管径范围为 0 ~ 750 mm,环境温度为 - 10 ~ 50 ℃。
1. 4 变频式药剂计量泵
计量泵在市场上有多种方式,其流量调节基本有两种: 一是调节泵的柱塞行程长度; 二是采用变频器改变电源频率调节泵速,后者便于实现流量的控制和计算机管理。主要技术参数为: 测量精度为±1% ,测量范围为 0 ~ 300 L /h 可调,环境温度为- 10 ~ 50 ℃。
1. 5 单一药剂乳化器
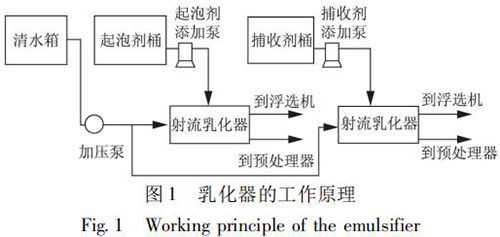
选煤厂浮选药剂乳化装置是将药剂和水制成乳化液,实现药剂的合理使用,将对浮选效果和节约药剂起到一定的作用。在使用中可根据药剂和水的配制比例观察药剂的乳化效果,通过乳化器操作箱内的的电位器调整水泵转速,即调整乳化压力。自动加药控制是根据入浮流量与入浮浓度的检测结果,控制起泡剂与捕收剂的加入。乳化器的工作原理如图 1 所示。
2 控制原理及功能
2. 1 药剂自动添加原理
药剂添加是浮选生产中的重要环节,其添加量的大小、准确与否和油醇配比等都直接影响产品的质量、效果及经济效益。传统浮选司机凭经验调节油嘴加药,没有做到定量,在流量、浓度、煤质发生变化时,不能及时调节,产品质量难以保证,尾矿跑粗现象严重。
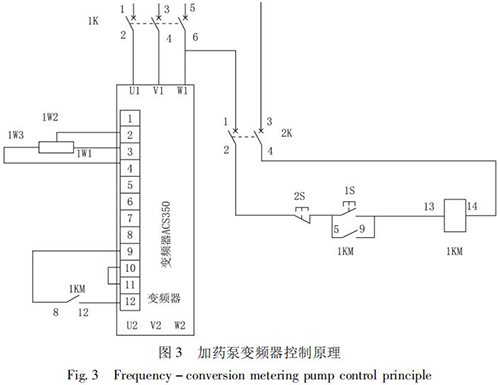
STD - Ⅲ型浮选工艺参数自动测控系统通过双膜盒差压计测量原矿浆浓度; 采用高压泥浆流量计测量原矿浆流量,由 PLC 计算出入浮干煤泥量和药剂的瞬时添加量,用变频式计量泵完成浮选药剂的添加。通过上位机还可以打印小时、班、天及月的运行数据,更加有利于生产管理及技术分析,药剂自动原理如图 2 所示,k1、k2、k3 是计算修正参数。以 PID 算法为核心,通过优化控制程序计算出药剂给定量,在捕收剂和起泡剂管道上分别安装药剂测量装置,用于检测药剂的添加量。当药剂测量值小于药剂给定量时,PID 输出增大,反之则减小。加药泵变频器控制原理如图 3 所示。

2. 2 改变药强控制浮选精煤灰分
在控制系统中,通过对入浮矿浆的流量、浓度检测,计算出入浮的煤泥量,根据人工设定的药剂加入量/吨煤泥,计算出起泡剂和捕收剂的加入量,然后通过在线乳化,分别送到矿浆预处理器和浮选机各室。调节药强旋钮可以改变吨煤耗油量,这样选煤厂可根据客户要求,方便生产出不同灰分等级的浮选精煤产品。
2. 3 乳化器构成及操作
射流泵可产生一定压力,通过文李氏管将药剂吸入,并和水形成乳化液。
电气操作箱通过对电机频率的调整可使射流泵改变供水压力,即达到调整乳化效果。操作箱上有启动、停止按钮,可控制射流泵的运行,操作箱内部有一个电位器,可用来调节射流泵电机的转速,即调节射流泵产生的水压力,可通过乳化器上的压力表观察,一般压力调节到 0. 25 ~ 0. 4 MPa 之间即可,在变频器的小显示屏上可查看运转速度,电机电流等参数。
在乳化装置的进水管处应安装有阀门,工作前将该进水阀们打开,然后开启操作箱的启动按钮,注意观察供水压力,通常在 0. 25 ~ 0. 5 MPa 范围内调整 (注意观察乳化效果) 调整射流泵压力。该装置停止时,按操作箱上的停止按钮,关闭进水阀门。
系统的控制柜、操作台和现场仪表在布线时,要信号线与动力线严格分开,无法分开的地方控制线要求穿管,以防动力电源干扰控制信号。
2. 4 参数设定操作
系统具有电脑操作和控制柜手动操作,而电脑操作又有手动和自动两种方式,在自动状态下有测量参数的实际值和人工给定值得选择。手动运行是通过拖动鼠标条改变药剂量的添加。选择自动时系统是根据流量、浓度、起泡剂设定、捕收剂设定,自动确定药剂的加入量,此时手动拖动鼠标条是没用的。药剂比是由捕收剂除起泡剂运算所得,在自动运行时,需**调整起泡剂设定和捕收剂设定。
3 结语
以吕家坨选煤厂应用前后的对比,在正确使用的情况下,除稳定产品煤质量、缩小精煤灰分区间外,回收 率 可 提 高 1 ~ 1. 5 个 百 分 点,以 选 煤 厂(3. 0 Mt /a) 年处理60 万 t 浮选煤泥计算,可多产出商品煤 0. 6 ~0. 9 万 t ,按吨精煤中煤差价 500 元计算,可增加收入300 ~450 万元 ; 另外还使浮选药剂的消耗下降了 10 ~15 个百分点,节省药剂 180 ~ 270万元。浮选自动加药及乳化控制系统实现了浮选生产过程中参数的精确实时检测、内部数据浮点运算及精准的药剂加入量自动控制,实时在线的药剂乳化及加入,降低浮选药剂消耗、稳定了浮选精煤灰分、提高了浮选精煤产率、减轻了工人劳动强度。该系统通过多种网络接口可实现与全厂自动化系统的数据共享,下一步可结合浮选精煤灰分和尾矿灰分的测量,采用大数据处理技术构建浮选灰分智能控制闭环,实现浮选精煤灰分的在线测控,对提高选煤厂的运行质量和经济效益有较大的意义。
泥浆流量计量表怎么调
泥浆流量计的主要特性指标
泥浆流量计的规格型号
泥浆流量计种类有哪些
泥浆流量计怎么看数值
泥浆流量计怎么调整
泥浆流量计如何正确选型
泥浆流量计工作原理
泥浆流量计的使用说明
泥浆流量计的选择
水泥浆流量计种类及优缺点
水泥浆流量计的作用与用途
水泥浆流量计的安装规范
水泥浆流量计的主要技术参数
水泥浆流量计的规格型号
水泥浆流量计怎么看数值
水泥浆流量计如何正确的选型
水泥浆流量计的用途
水泥浆流量计如何使用
水泥浆流量计工作原理
水泥浆流量计怎么接线
浅析正确处理水泥浆流量计测量过程中液体均匀混合问题
水泥浆流量计的特性供电选型与大流量水计量的应用
高压旋喷水泥浆流量计在农田灌溉水量计量的应用
水泥浆管道流量计调试期与运行期常见故障的分析处理
水泥浆流量计在供水领域的应用及如何组建运程监控系统
安装水泥浆计量表时如何减少弯管部件对于测量的影响
隔膜泵上的水泥浆流量表价格提高了流量计量精度
水泥浆流量计监测数据有效性判别技术研究
水泥浆流量计厂家指导分体式传感器检定校准方法
开滦能源化工股份有限公司吕家坨选煤厂(以下简称吕家坨选煤厂) 设计能力为 3. 0 Mt /a,生产工艺为重介、浮选联合工艺,该厂浮选工艺为原生煤泥和重介分流煤泥进入 2 个煤泥混料桶,然后进入 2 个矿浆预处理器,1 个矿浆预处理器供料2 个浮选机,4 个浮选机的精矿进入再选预处理器,供再选浮选机。吕家坨选煤厂煤泥水量大,浮选系统设备多、工艺复杂,每班操作人员少,实现其全面自动化控制是非常必要的。
浮选是洗选 < 0. 5 mm 煤泥*有效的方法,利用浮选可以降低煤泥的灰分和硫分。在我国,煤泥浮选的处理量一般占全部入选量的 20% 左右。因 此,在煤炭洁净生产中,强化、优化浮选过程是一个十分重要的环节。传统的浮选生产都是依靠浮选司机经验操作,生产效率较低,一些主要工艺参数,如矿浆流量、矿浆浓度、药剂添加、尾矿灰分等都没有做到实时定量。人工操作相对于自动加药和乳化作业既不准确也不及时,造成浮选成本高、效率低,浮选精煤质量难以保证。对该过程实现自动控制,可以提高精煤产率、准确控制精煤灰分、节省浮选药剂、改善工作环境和降低工人的劳动强度。
浮选自动加药及乳化控制系统对稳定浮选精煤灰分,提高药剂分散度及颗粒接触面积起到了一定的作用,获得了较好的经济效益和社会效益,也是选煤厂实现人工智能控制的有效单元。
1 硬件构成
该系统设有自动控制柜,配有工业控制计算机和矿浆浓度计、流量计、药剂计量泵、药剂乳化装置等单元组成,根据选煤厂浮选工艺的设计,在操作面板和工控机均设有起泡剂和捕收剂的设定旋钮电位器,旋钮设定只针对吨干煤泥的药比,且具有全部的手、自动操作装置。仪表柜内装有流量计和浓度计等二次检测仪表,乳化器的操作及控制在装置本身上。开关电源、隔离模块、PLC 等安装在操作台内部,为提高系统的可靠性,所有控制和信号线缆全部采用 RVVP - 铜芯聚氯乙烯绝缘屏蔽型护套软电缆,该电缆外层有较密的铜网屏蔽,信号稳定可靠。
1. 1 PLC 可编程序控制器
系统控制核心由西门子 S7 - 300 的 CPU 及模拟量、数字量输入∕输出模块组成,输入∕输出通道均采取光电隔离等措施,大大提高了系统的抗干扰性能,可稳定工作在较恶劣的生产环境中。软件采用 SIEMENS STEP7 6. 0 编程,用户界面全部汉化,各功能采用菜单提示,界面友好,易于操作。控制程序主要完成的功能: 数据采集、数字滤波、控制模型运算、PID 输出、存贮、显示生产主要工艺参数及运行历史曲线。吕家坨选煤厂采用 3 台矿浆预处理器、6 台 16 m3机械搅拌式浮选机,分两期施工,在软件设计时采用两台 PLC 并行运行方式,两台控制柜分别控制南北浮选系统和新系统,内部含有 SIEMENS S7 - 300 系列 PLC,ABB 变频器。计算机组成网络系统,与两台 PLC 组成 MPI网络,系统*大的优点是独立运行能力强。对计量泵的控制是输出动力电源,由变频器直接接线到计量泵电动机。输入信号是两台流量计、两台浓度计,是 4 ~ 20 mADC 信号。控制柜采用 380VAC 动力电源。
1. 2 高压泥浆流量计
流量计一般采用电磁式结构,根据现场工艺状况,分别在原矿浆管道和稀释水管道上,根据管径选用不同的规格,管径一般在100 ~ 500 mm 之 间。本系统采用 LZD 一体防爆型高压泥浆流量计,整体设计符合 GB 3836-2000 爆炸性气体使用环境要求,仪器仪表特点为: **的单片机智能化管理,分流量段进行修正,确保流量计量的准确性与稳定性; 传感器测量管内无活动及阻流部件,因此无压力损失,无阻塞; 合理选用衬里材料及电极材料,可实现良好的耐腐蚀性和耐磨性; 测量不受液体的密度、粘度、温度、压力和电导率变化的影响; 低频矩形波励磁,不受工频及现场各种杂散干扰的影响,工作稳定可靠; 不受流体方向影响,正、反向均可准确计量; 高阻快速响应电路,无失真采集微弱信号和快速反应流量变化; 宽量程比 (0. 3 ~ 10 m /s),满量程流速范围宽; 具有小信号切除功能,用户可通过设置切除干扰性小流量; 大屏幕多参数同步显示,瞬时流量、流速、正负向累计总量以及报警提示等; 故障自诊断功能,当流量计工作异常时,测量界面显示故障部位及报警; 红外遥控功能、磁力感应式非接触操作以及按键接触操作,操作多样、方便。测量精度可达 1. 5% ,相对湿度在 5% ~ 95% 之间。
安装方向可垂直、水平、倾斜,但水平安装时要求二电极的中心轴线处于水平状态,安装应保证测量管内能充满介质,不能有不满管现象或有大量气泡通过传感器。对于液固两相介质,*好是垂直安装,流体自下而上流动。这样既可避免固体颗粒在测量管中沉积,又使衬里的磨损均匀,延长使用寿命。为了避免在安装后形成旋涡流,应保证连接管、密封件、接地环及感应器这四者同心连接,不要相互错开。要求前置直管段长为 5 倍管道内径,后置直管段长为 3 倍管道内径。
1. 3 浓度计
浓度计一般分为同位素浓度计和双膜盒差压浓度计。虽然同位素浓度计的测量精度较高,但由于价格昂贵难于维护和管理,目前现场一般推荐使用双膜盒式浓度计,该仪表安装容易、使用安全和易于管理,实践证明这种方式的浓度计也能满足生产要求。选煤厂浮选生产中,入浮浓度是一个重要参数,它直接关系到洗选效果与精煤产率。*佳入浮浓度由小浮选试验得出,多数选煤厂*佳入浮浓度在 80 ~ 120 g /L 之间。主要技术参数为: 测量精度为 0. 25% ,通过仪表量程的迁移,选取密度测量变化范围为 1 000 ~ 1 200 g /L 的上下限值,对应测量信号为 4 ~ 20 mA,实际误差应在±0. 5 g /L。管径范围为 0 ~ 750 mm,环境温度为 - 10 ~ 50 ℃。
1. 4 变频式药剂计量泵
计量泵在市场上有多种方式,其流量调节基本有两种: 一是调节泵的柱塞行程长度; 二是采用变频器改变电源频率调节泵速,后者便于实现流量的控制和计算机管理。主要技术参数为: 测量精度为±1% ,测量范围为 0 ~ 300 L /h 可调,环境温度为- 10 ~ 50 ℃。
1. 5 单一药剂乳化器
选煤厂浮选药剂乳化装置是将药剂和水制成乳化液,实现药剂的合理使用,将对浮选效果和节约药剂起到一定的作用。在使用中可根据药剂和水的配制比例观察药剂的乳化效果,通过乳化器操作箱内的的电位器调整水泵转速,即调整乳化压力。自动加药控制是根据入浮流量与入浮浓度的检测结果,控制起泡剂与捕收剂的加入。乳化器的工作原理如图 1 所示。
2 控制原理及功能
2. 1 药剂自动添加原理
药剂添加是浮选生产中的重要环节,其添加量的大小、准确与否和油醇配比等都直接影响产品的质量、效果及经济效益。传统浮选司机凭经验调节油嘴加药,没有做到定量,在流量、浓度、煤质发生变化时,不能及时调节,产品质量难以保证,尾矿跑粗现象严重。
STD - Ⅲ型浮选工艺参数自动测控系统通过双膜盒差压计测量原矿浆浓度; 采用高压泥浆流量计测量原矿浆流量,由 PLC 计算出入浮干煤泥量和药剂的瞬时添加量,用变频式计量泵完成浮选药剂的添加。通过上位机还可以打印小时、班、天及月的运行数据,更加有利于生产管理及技术分析,药剂自动原理如图 2 所示,k1、k2、k3 是计算修正参数。以 PID 算法为核心,通过优化控制程序计算出药剂给定量,在捕收剂和起泡剂管道上分别安装药剂测量装置,用于检测药剂的添加量。当药剂测量值小于药剂给定量时,PID 输出增大,反之则减小。加药泵变频器控制原理如图 3 所示。
2. 2 改变药强控制浮选精煤灰分
在控制系统中,通过对入浮矿浆的流量、浓度检测,计算出入浮的煤泥量,根据人工设定的药剂加入量/吨煤泥,计算出起泡剂和捕收剂的加入量,然后通过在线乳化,分别送到矿浆预处理器和浮选机各室。调节药强旋钮可以改变吨煤耗油量,这样选煤厂可根据客户要求,方便生产出不同灰分等级的浮选精煤产品。
2. 3 乳化器构成及操作
射流泵可产生一定压力,通过文李氏管将药剂吸入,并和水形成乳化液。
电气操作箱通过对电机频率的调整可使射流泵改变供水压力,即达到调整乳化效果。操作箱上有启动、停止按钮,可控制射流泵的运行,操作箱内部有一个电位器,可用来调节射流泵电机的转速,即调节射流泵产生的水压力,可通过乳化器上的压力表观察,一般压力调节到 0. 25 ~ 0. 4 MPa 之间即可,在变频器的小显示屏上可查看运转速度,电机电流等参数。
在乳化装置的进水管处应安装有阀门,工作前将该进水阀们打开,然后开启操作箱的启动按钮,注意观察供水压力,通常在 0. 25 ~ 0. 5 MPa 范围内调整 (注意观察乳化效果) 调整射流泵压力。该装置停止时,按操作箱上的停止按钮,关闭进水阀门。
系统的控制柜、操作台和现场仪表在布线时,要信号线与动力线严格分开,无法分开的地方控制线要求穿管,以防动力电源干扰控制信号。
2. 4 参数设定操作
系统具有电脑操作和控制柜手动操作,而电脑操作又有手动和自动两种方式,在自动状态下有测量参数的实际值和人工给定值得选择。手动运行是通过拖动鼠标条改变药剂量的添加。选择自动时系统是根据流量、浓度、起泡剂设定、捕收剂设定,自动确定药剂的加入量,此时手动拖动鼠标条是没用的。药剂比是由捕收剂除起泡剂运算所得,在自动运行时,需**调整起泡剂设定和捕收剂设定。
3 结语
以吕家坨选煤厂应用前后的对比,在正确使用的情况下,除稳定产品煤质量、缩小精煤灰分区间外,回收 率 可 提 高 1 ~ 1. 5 个 百 分 点,以 选 煤 厂(3. 0 Mt /a) 年处理60 万 t 浮选煤泥计算,可多产出商品煤 0. 6 ~0. 9 万 t ,按吨精煤中煤差价 500 元计算,可增加收入300 ~450 万元 ; 另外还使浮选药剂的消耗下降了 10 ~15 个百分点,节省药剂 180 ~ 270万元。浮选自动加药及乳化控制系统实现了浮选生产过程中参数的精确实时检测、内部数据浮点运算及精准的药剂加入量自动控制,实时在线的药剂乳化及加入,降低浮选药剂消耗、稳定了浮选精煤灰分、提高了浮选精煤产率、减轻了工人劳动强度。该系统通过多种网络接口可实现与全厂自动化系统的数据共享,下一步可结合浮选精煤灰分和尾矿灰分的测量,采用大数据处理技术构建浮选灰分智能控制闭环,实现浮选精煤灰分的在线测控,对提高选煤厂的运行质量和经济效益有较大的意义。