



制药废水流量计在钨矿选厂生产自动化监控系统中的应用
点击次数:2816 发布时间:2021-09-08 03:05:34
一、工程实例
某钨矿选厂于2007年投入生产,在原矿中,金属钨的储量相对较大,同时伴生金属包括铜、钼等。在选厂生产中,全厂分为重选段和细泥段二个作业工段,其中,重选段每天能够处理原矿约4500t,选矿工艺相对成熟,但还未实现系统的自动化控制,工人仅仅能够凭借自身的经验进行手动调节,不仅较难实现对生产过程的及时准确控制,难以获得良好的生产指标,同时也缺乏合理有效的管理数据支撑,在成本核算中存在着较大的困难。应用选矿自动化技术,能够充分考虑选矿过程中存在的各种影响因素,同时能够随着入选矿石性质的变化,自动改变对于各个变量的管理和控制,使得选矿指标能够达到*佳值,同时丰富管理手段,提高管理效果,降低管理成本。在钨矿选厂生产中,应用制药废水流量计组成自动化监控系统,能够有效丰富选矿管理手段,降低生产成本,提高生产效率。本文结合相应的工程实例,对自动化监控系统在钨矿选厂生产中的设计应用进行了分析和探讨。
二、自动化监控系统设计
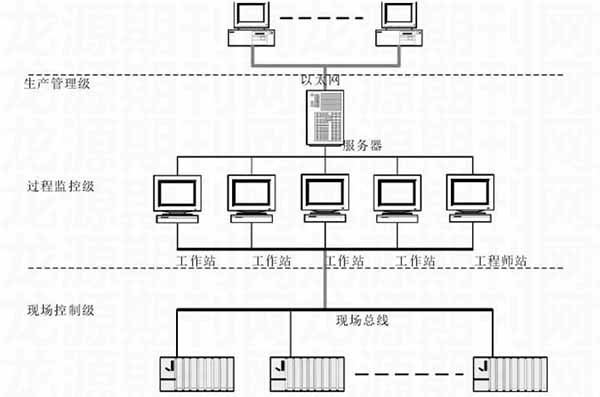
针对钨矿选厂生产的实际需求,这里应用相应的自动化技术,对自动化监控系统进行了设计。在系统设计中,遵循“方案合理、技术先进、运行可靠、操作方便”的原则,系统整体采用集散控制系统,基于现场总线通讯,其整体网络构架如下:
在设计区域建设中央控制室,包括一个工程师站和一个操作站。DCS主柜设置在设备室,位于控制室旁边,在现场相对集中的区域,放置一套远程I/O柜,在主柜与I/O柜间,采用Profibus总线通讯;在工程师站、操作员站及DCS站主柜间,采用以太网通讯。对于上位组态软件,采用亚控组态王软件平台,从实际管理需求出发,进行自主开发。
根据该选厂生产管理的实际需要,应该对以下设备进行相应的监测和控制:
(1)水计量:包括全厂14处用水,都需要进行相应的计量考核,实现选厂用水调度的水平衡。
(2)合格矿计量:在选厂生产过程,一共需要4处合格矿需要进行计量。
(3)原矿石计量:主要是在矿石机车运输轨道对需要运出的矿石进行计量。
(4)设备状态监测:对选厂生产中各类机械设备运行状态的监测和管理。
三、自动化监控系统实现
应用自动化监控系统,能够有效实现对选厂生产过程中用水、用电、物料、设备等的实时在线监测,能够及时对出现的故障进行报警,对需要调节的设备进行控制,同时也可以根据实际生产需要,生成相应的生产报表。整个自动化监控系统包括以下五个组成部分:
(1)设备状态监测系统。该系统的主要功能,是针对设备启停、故障及运行状态的监测和管理,以及对一些特殊设备,如圆锥破碎机、棒磨机等工作电流、压力等的监测。在设备状态监测系统中,通过采集设备电气辅助点、热继信号点的信号,并将其传输到相对集中的区域,然后经由多芯线缆,传输到I/O柜的信息采集模块,为后续的分析和管理提供相应的数据支持。在圆锥破碎机和棒磨机中,存在着独立的控制系统,能够实现与工程师站和操作站的相互通信,设备的运行状态和相关参数能够通过通讯的方式,在自动监控系统中准确直观的反映出来。
(2)棒磨控制系统。在钨矿选厂生产中,棒磨流程如下:采集到的矿石经振动给料机送到输送皮带上,经单螺旋分级机等环节,进入棒磨机进行磨矿加工。在该企业中,棒磨车间一共有二台棒磨机。结合棒磨给料自动调节系统,能够以棒磨机的实际运行工况为依据,实现对于振动给料机给料量和给料皮带运行速度的控制,从而实现对于棒磨进料量的自动调节和控制。不仅如此,还能够根据实际需要,进行相应的人工干预。棒磨控制系统主要包括PLC、触摸屏、变频器以及电流检测设备和通讯模块等组成,通过以太网实现与整个自动化监控系统的连接。
(3)水计量系统。根据选厂新水用量、尾矿回水用量和厂前回水用量,结合相应的用水分配情况及水处理工艺流程,在14处需要进行计量的供水管道上,安装制药废水流量计,将流量信号传输到I/O柜的模拟量输入模块,经由PLC系统进行处理。水计量系统可以实时显示各处流量,并进行自动累计,同时按照生产需要,自动生成生产报表。对各水池水位实时显示,方便生产调度及时调整抽水时段,实现生产用电的平峰填谷。在对制药废水流量计进行选择时,应该确保其附带现场仪表,以方便现场了解用水情况。
(4)圆锥破碎控制系统。圆锥破碎控制系统是一个相对独立的闭环控制系统,这里选择西门子200PLC作为核心控制器,利用温度变送器,实现对于润滑油温度的监测;利用压力变送器,实现对油缸压力的监测;利用电流变送器,实现对主电机电流的检测。PLC系统能够根据采集到的数据,按照相应的控制模型,输出一定的控制量,结合变频器,控制给矿电机的转速,从而实现对给矿量的控制,保证圆锥破碎机工作负荷的稳定性。不仅如此,应该根据相应的要求,对排矿口的大小进行设定,并通过液压系统的电磁阀,对锥体的升降进行控制,以调整排矿口的大小。在系统中,远程监控级可以通过设计监控界面,实现对于破碎机工作状态的监测,同时也能够实现参数的设置及破碎机的控制。该系统同样通过以太网,实现与自动化监控系统的相互通讯。
(5)供电计量系统。在原本的选厂生产中,供电计量一般都是通过人工抄表的方式进行,不仅工作效率低下,而且容易出现人为失误。而在该供电计量系统中,可以在需要计量的位置安装相应的电计量模块,从而实现对于用电度数的自动计量,以及对各种电参数的自动监测,如三相电压、三相电流、有功功率、无功功率、功率因数等。所有的电计量模块都能够通过RS-485通讯,实现与上位计算机系统的相互通讯,并在操作站计算机系统中自动生成相应的记录报表,方便进行管理。
四、结语
在实际应用过程中,基于PLC和计算机的选矿生产自动化监测系统取得了良好的效果,系统设计合理,能够有效满足实际生产的需要,进行相应的功能和配置设计;设备选型合理,从钨矿山的特点和周边环境出发,对装备进行的合理选择,在保证系统稳定性和可靠性的同时,有效减少了成本投入,为生产成本的核算以及生产效率的提高提供了准确的依据,为企业的持续稳定发展奠定了坚实的基础。
制药废水流量计在钨矿选厂生产自动化监控系统中的应用
废水处理专用流量计在供水流量测量领域中的运用分析
废水流量计可以解决恶劣环境下的可读性问题
浅析工业污水印染废水流量计在自动配料控制系统中的应用
弯管出口流速畸变对废水流量计的影响
关于防爆电路在电镀废水流量计中的应用
印染废水流量计的抗干扰措施及其效果分析
影响废水流量计测量精度的安装与选型三大因素
废水流量计价格在工业应用中的工作原理及产品特点
如何使用电镀废水流量计在工业应用中保护泵机全力运行
环形电源废水流量计厂家*大限度地提高了能量流量
生活废水流量计的抗干扰措施及其效果分析
化工生产装置中高精度废水流量表选型指导原则简介
制药废水流量计在醋酸生产行业使用时常见问题分析
基于废水处理流量计的电极干扰信号仿真研究
废水处理流量计规格对其流量测量的影响
浅析废水流量计厂家用于氯碱工业生产中的特点
浅谈酸碱废水流量计在重金属废水自动监测系统中的应用
对于如何缩短污水处理废水管道流量计安装时间的研究分析
化工废水流量计厂家在我国污水处理厂现状和前景
废水流量计监测数据有效性判别技术的研究
如何有效提高污水处理废水流量计使用电磁兼容性的研究分析
污水处理废水流量计在航空工业应用领域中的关键作用
废水流量计对于测量流体介质温度影响分析说明
处理污水处理废水流量计现场故障的措施与标准步骤
高温导致生活废水流量计测量精确度下降的原因分析
存储式纺织废水流量计误差产生的原因分析及预防办法
常用污染源废水流量测量技术原理与选用
电镀废水流量计,废水流量计价格
印染废水流量计,废水流量计厂家
某钨矿选厂于2007年投入生产,在原矿中,金属钨的储量相对较大,同时伴生金属包括铜、钼等。在选厂生产中,全厂分为重选段和细泥段二个作业工段,其中,重选段每天能够处理原矿约4500t,选矿工艺相对成熟,但还未实现系统的自动化控制,工人仅仅能够凭借自身的经验进行手动调节,不仅较难实现对生产过程的及时准确控制,难以获得良好的生产指标,同时也缺乏合理有效的管理数据支撑,在成本核算中存在着较大的困难。应用选矿自动化技术,能够充分考虑选矿过程中存在的各种影响因素,同时能够随着入选矿石性质的变化,自动改变对于各个变量的管理和控制,使得选矿指标能够达到*佳值,同时丰富管理手段,提高管理效果,降低管理成本。在钨矿选厂生产中,应用制药废水流量计组成自动化监控系统,能够有效丰富选矿管理手段,降低生产成本,提高生产效率。本文结合相应的工程实例,对自动化监控系统在钨矿选厂生产中的设计应用进行了分析和探讨。
二、自动化监控系统设计
针对钨矿选厂生产的实际需求,这里应用相应的自动化技术,对自动化监控系统进行了设计。在系统设计中,遵循“方案合理、技术先进、运行可靠、操作方便”的原则,系统整体采用集散控制系统,基于现场总线通讯,其整体网络构架如下:
在设计区域建设中央控制室,包括一个工程师站和一个操作站。DCS主柜设置在设备室,位于控制室旁边,在现场相对集中的区域,放置一套远程I/O柜,在主柜与I/O柜间,采用Profibus总线通讯;在工程师站、操作员站及DCS站主柜间,采用以太网通讯。对于上位组态软件,采用亚控组态王软件平台,从实际管理需求出发,进行自主开发。
根据该选厂生产管理的实际需要,应该对以下设备进行相应的监测和控制:
(1)水计量:包括全厂14处用水,都需要进行相应的计量考核,实现选厂用水调度的水平衡。
(2)合格矿计量:在选厂生产过程,一共需要4处合格矿需要进行计量。
(3)原矿石计量:主要是在矿石机车运输轨道对需要运出的矿石进行计量。
(4)设备状态监测:对选厂生产中各类机械设备运行状态的监测和管理。
三、自动化监控系统实现
应用自动化监控系统,能够有效实现对选厂生产过程中用水、用电、物料、设备等的实时在线监测,能够及时对出现的故障进行报警,对需要调节的设备进行控制,同时也可以根据实际生产需要,生成相应的生产报表。整个自动化监控系统包括以下五个组成部分:
(1)设备状态监测系统。该系统的主要功能,是针对设备启停、故障及运行状态的监测和管理,以及对一些特殊设备,如圆锥破碎机、棒磨机等工作电流、压力等的监测。在设备状态监测系统中,通过采集设备电气辅助点、热继信号点的信号,并将其传输到相对集中的区域,然后经由多芯线缆,传输到I/O柜的信息采集模块,为后续的分析和管理提供相应的数据支持。在圆锥破碎机和棒磨机中,存在着独立的控制系统,能够实现与工程师站和操作站的相互通信,设备的运行状态和相关参数能够通过通讯的方式,在自动监控系统中准确直观的反映出来。
(2)棒磨控制系统。在钨矿选厂生产中,棒磨流程如下:采集到的矿石经振动给料机送到输送皮带上,经单螺旋分级机等环节,进入棒磨机进行磨矿加工。在该企业中,棒磨车间一共有二台棒磨机。结合棒磨给料自动调节系统,能够以棒磨机的实际运行工况为依据,实现对于振动给料机给料量和给料皮带运行速度的控制,从而实现对于棒磨进料量的自动调节和控制。不仅如此,还能够根据实际需要,进行相应的人工干预。棒磨控制系统主要包括PLC、触摸屏、变频器以及电流检测设备和通讯模块等组成,通过以太网实现与整个自动化监控系统的连接。
(3)水计量系统。根据选厂新水用量、尾矿回水用量和厂前回水用量,结合相应的用水分配情况及水处理工艺流程,在14处需要进行计量的供水管道上,安装制药废水流量计,将流量信号传输到I/O柜的模拟量输入模块,经由PLC系统进行处理。水计量系统可以实时显示各处流量,并进行自动累计,同时按照生产需要,自动生成生产报表。对各水池水位实时显示,方便生产调度及时调整抽水时段,实现生产用电的平峰填谷。在对制药废水流量计进行选择时,应该确保其附带现场仪表,以方便现场了解用水情况。
(4)圆锥破碎控制系统。圆锥破碎控制系统是一个相对独立的闭环控制系统,这里选择西门子200PLC作为核心控制器,利用温度变送器,实现对于润滑油温度的监测;利用压力变送器,实现对油缸压力的监测;利用电流变送器,实现对主电机电流的检测。PLC系统能够根据采集到的数据,按照相应的控制模型,输出一定的控制量,结合变频器,控制给矿电机的转速,从而实现对给矿量的控制,保证圆锥破碎机工作负荷的稳定性。不仅如此,应该根据相应的要求,对排矿口的大小进行设定,并通过液压系统的电磁阀,对锥体的升降进行控制,以调整排矿口的大小。在系统中,远程监控级可以通过设计监控界面,实现对于破碎机工作状态的监测,同时也能够实现参数的设置及破碎机的控制。该系统同样通过以太网,实现与自动化监控系统的相互通讯。
(5)供电计量系统。在原本的选厂生产中,供电计量一般都是通过人工抄表的方式进行,不仅工作效率低下,而且容易出现人为失误。而在该供电计量系统中,可以在需要计量的位置安装相应的电计量模块,从而实现对于用电度数的自动计量,以及对各种电参数的自动监测,如三相电压、三相电流、有功功率、无功功率、功率因数等。所有的电计量模块都能够通过RS-485通讯,实现与上位计算机系统的相互通讯,并在操作站计算机系统中自动生成相应的记录报表,方便进行管理。
四、结语
在实际应用过程中,基于PLC和计算机的选矿生产自动化监测系统取得了良好的效果,系统设计合理,能够有效满足实际生产的需要,进行相应的功能和配置设计;设备选型合理,从钨矿山的特点和周边环境出发,对装备进行的合理选择,在保证系统稳定性和可靠性的同时,有效减少了成本投入,为生产成本的核算以及生产效率的提高提供了准确的依据,为企业的持续稳定发展奠定了坚实的基础。
上一篇:制药废水流量计厂家